
 Technology peripherals
AI
Application practice of intelligent decision-making technology in the automotive industry
Technology peripherals
AI
Application practice of intelligent decision-making technology in the automotive industry
Application practice of intelligent decision-making technology in the automotive industry

With the development of new energy, autonomous driving, and artificial intelligence technologies, the level of intelligence in the automotive industry has also increased. As the "crown jewel" in the field of artificial intelligence, how does decision-making intelligence promote the digital transformation of the automotive industry? What are the pain points and solutions for the actual implementation of decision-making intelligence? This article will combine ten years of personal data analysis experience and introduce the practical exploration and experience summary of operations optimization in the automotive industry from a practical perspective. I hope to bring help and inspiration to everyone's work. This sharing session will focus on the following four points:
- Introduction to the automotive industry chain
- Operations optimization empowers the automotive industry
- Difficulties in implementation of operations optimization projects
- ##Practical exploration and experience summary
01 Introduction to the automobile industry chain
The automobile industry chain can be divided into cores Four pieces , one piece covers the R&D and technology throughout the entire industry chain, from the procurement of parts to the manufacturing, sales and after-sales service of the automobile. The other part is the procurement of parts. Generally, an automobile company will have the support of many auto parts companies, which is very important. The third area is the vehicle manufacturer. For the vehicle manufacturer, general parts are supported by suppliers, and core components, such as engines and gearboxes, are produced by themselves. The fourth block is sales and service. The traditional sales model has a dealer, and then the dealer distributes to various customers. Now there is a direct sales model. After the sale, there will be after-sales and insurance services, including after-sales maintenance, insurance, second-hand cars and a series of after-sales services.

The automobile industry chain is very long, so there will also be various artificial intelligence technologies that can play a role . For example, some knowledge graphs can be constructed for automobile parts. In terms of manufacturing and quality, there are predictive maintenance and defect detection, as well as invoice identification during the car sales process, and identification of automobile decorative parts, etc., where artificial intelligence technology can be used. From data statistical analysis, machine learning, to various technologies in the field of artificial intelligence such as natural language processing, knowledge graphs, intelligent interaction, and computer vision, many application scenarios can be found in the automotive industry chain. As many car manufacturing companies join the automotive industry, and as new energy and autonomous driving technologies advance, the automotive industry will become increasingly intelligent.

Operations optimization empowers the automotive industry
Operations optimization is to find the optimal decision that can optimize one or several goals under the constraints. Operations research optimization is divided into two key steps, modeling and solving. The first step of modeling is to turn the actual problem into a mathematical optimization model. The model contains some key elements, including decision variables, goals and constraints, etc. The next step is to solve. The solution involves many optimization algorithms, some of which are for exact solutions, and some of which are for inexact solutions, which involve different optimization algorithms. There are many traditional applications of operations research, such as path optimization, location optimization, supply chain optimization, network layout, etc.
The following introduces the application of operations optimization in the automotive supply chain. In terms of terminal demand collection, for example, the new energy points policy affects the long-term planning of automobiles, and how to plan automobiles to meet national policy requirements. In terms of R&D and design, such as production scheduling, inventory management in R&D and design, vehicle allocation strategies in order management, and transportation planning and scheduling in logistics and transportation. According to the decision-making level and scope of practical applications, application scenarios in the automotive field can be divided into three levels: In short, from all levels, the strategic level is biased towards optimal optimization; the planning level is in terms of optimality, timeliness and stability. There are certain requirements in terms of performance; at the execution level, the requirements for optimality are relatively weak, and the requirements for timeliness and stability are relatively high. Let’s share three examples of operations optimization. Optimization of machining process plan, when designing a machining plan for an engine, the traditional machining process It takes dozens of senior engineers and several months of manual programming to complete the programming of an engine. The workload is huge. As a result of the programming, only a feasible solution can be found, but there is no way to find an optimal solution. This machining problem can be mathematically modeled to obtain an optimal solution, which can reduce 80% of the choreography work in practical applications. This is a mid- to long-term plan, and the goal is mainly cost optimization. This goal requires an accurate solution. The scale is relatively large. After the mathematical model is built, a solver will be used to help solve it. The second example is the optimization of production plans, such as parts production, test vehicle production, and complete vehicle production Production all requires production planning. Production lines in the automotive field all require production planning. Generally, the goal of production planning is the balance of production, such as color balance, configuration balance, daily balance, monthly balance, etc. At the same time, the optimization of this kind of production plan also has requirements for performance. Because there are so many factories, each factory may have planners to arrange the production plan. They also have certain requirements for time response. This generally requires the use of an integer programming model. s solution. The third example is inventory optimization. The costs of warehouse inventory, dealer inventory, vehicle inventory, and parts inventory are all very high. Generally, the inventory must be kept as low as possible while meeting a certain service level. The previous traditional model was to use an inventory optimization model to comprehensively predict sales volume, average demand, satisfaction rate targets, out-of-stock costs, etc. to build an inventory optimization model, and finally output safety stock, target inventory levels, order plans, and reorder points. Nowadays, inventory optimization is generally done based on traditional methods and combined with machine learning algorithms. Operations optimization project implementation From the perspective of the process from concept verification to the implementation of this project, the main points are as follows: The following is a summary of the different stages of the project. POC stage It is a proof of concept done before the project is implemented. Q: When doing production planning How is the order insertion plan implemented? A: The order insertion plan is during the production planning process, and a new plan suddenly comes. Production plans are generally based on weeks. If a planning point has been passed within a week, no order will be considered. However, fixed long-term requirements, such as "color production volumes for certain weeks need to be locked in advance" can be placed in the model and can be placed in the model as constraints. But if this week has been produced as planned, the production plan has taken effect, and it is just a temporary order insertion, there is no need to put it in the model, and it may need to be adjusted manually. #Q: What is the current situation of logistics applications in automobile companies? When the results obtained by the general algorithm are contrary to the experience of the salesperson, can the results obtained by the algorithm be promoted? The actual effect after advancement. How is it generally? #A: There are two questions here. The first one is what is the current application status of operations research applications in the automotive industry? The second is the experience of what to do if there is a conflict between the model results and the user's experience. # Let me talk about the first question first. I personally think that the application scenario of logistics optimization in the automotive industry is the most complex in the entire industry, including various e-commerce industries. of. Various scenarios found in other industries can be found in the automotive industry, and the implementation situation is different for each manufacturer. If the factory has been established for a long time, the data accumulation is relatively rich, and the basic systemization is relatively mature, the implementation of operations optimization will be easier. But there may also be problems with old equipment. For example, the equipment in some workshops is relatively old, and the extracted data does not have timely feedback, making real-time scheduling difficult. #The second question is, if the optimization results conflict with the user, both the modeler and the user need to compromise. Because modeling also has some limitations, some complex business scenarios need to be simplified before a mathematical model can be implemented. If a business user insists on doing things according to his habits, the result may be the same as his habits, without any optimization. In addition, modelers also need to understand from a business perspective. Users really need this kind of operation, and they should try to think of as many ways as possible to help them. Therefore, based on the above, a successful operations optimization project requires coordination between the demand side and the implementation side. Only when multiple parties work together around a common goal can a relatively successful project be built. #Q: What is the application situation of robust optimization in inventory management and replenishment links in the automotive industry? #A: Inventory optimization in the automotive industry has different treatments for different situations, such as mature parts, new parts, parts with low demand, etc. If it is a mature part, it is basically based on the demand predicted in time series, based on the distribution variance of demand, and in accordance with inventory theory, it is enough to make target inventory levels and safety stocks. For parts with low demand, dealers will only consume one part every month or half a year. Generally, there is only one in stock. Basically, there is no need for any theory. If one falls, replace it with another. In practice, not all theories are directly used. There will be a more flexible way, which needs to be combined with business restrictions, valuable practical experience and other aspects to deal with this problem. 


 03 Difficulties in the implementation of operations optimization projects
03 Difficulties in the implementation of operations optimization projects





Practical exploration and experience summary

#2. define phase
3. Construction phase

4. Testing phase
05 Wonderful Q&A
The above is the detailed content of Application practice of intelligent decision-making technology in the automotive industry. For more information, please follow other related articles on the PHP Chinese website!

Hot AI Tools

Undresser.AI Undress
AI-powered app for creating realistic nude photos

AI Clothes Remover
Online AI tool for removing clothes from photos.

Undress AI Tool
Undress images for free

Clothoff.io
AI clothes remover

Video Face Swap
Swap faces in any video effortlessly with our completely free AI face swap tool!

Hot Article
Hot Tools

Notepad++7.3.1
Easy-to-use and free code editor

SublimeText3 Chinese version
Chinese version, very easy to use

Zend Studio 13.0.1
Powerful PHP integrated development environment

Dreamweaver CS6
Visual web development tools

SublimeText3 Mac version
God-level code editing software (SublimeText3)
Hot Topics
 1386
1386
 52
52

 Use ddrescue to recover data on Linux
Mar 20, 2024 pm 01:37 PM
Use ddrescue to recover data on Linux
Mar 20, 2024 pm 01:37 PM
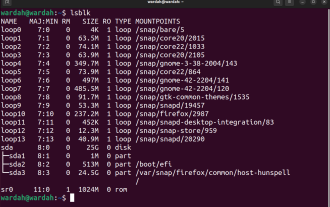
DDREASE is a tool for recovering data from file or block devices such as hard drives, SSDs, RAM disks, CDs, DVDs and USB storage devices. It copies data from one block device to another, leaving corrupted data blocks behind and moving only good data blocks. ddreasue is a powerful recovery tool that is fully automated as it does not require any interference during recovery operations. Additionally, thanks to the ddasue map file, it can be stopped and resumed at any time. Other key features of DDREASE are as follows: It does not overwrite recovered data but fills the gaps in case of iterative recovery. However, it can be truncated if the tool is instructed to do so explicitly. Recover data from multiple files or blocks to a single
 Open source! Beyond ZoeDepth! DepthFM: Fast and accurate monocular depth estimation!
Apr 03, 2024 pm 12:04 PM
Open source! Beyond ZoeDepth! DepthFM: Fast and accurate monocular depth estimation!
Apr 03, 2024 pm 12:04 PM
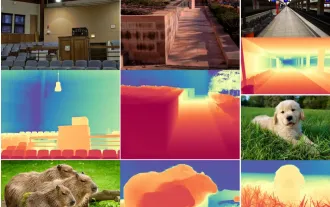
0.What does this article do? We propose DepthFM: a versatile and fast state-of-the-art generative monocular depth estimation model. In addition to traditional depth estimation tasks, DepthFM also demonstrates state-of-the-art capabilities in downstream tasks such as depth inpainting. DepthFM is efficient and can synthesize depth maps within a few inference steps. Let’s read about this work together ~ 1. Paper information title: DepthFM: FastMonocularDepthEstimationwithFlowMatching Author: MingGui, JohannesS.Fischer, UlrichPrestel, PingchuanMa, Dmytr
 Google is ecstatic: JAX performance surpasses Pytorch and TensorFlow! It may become the fastest choice for GPU inference training
Apr 01, 2024 pm 07:46 PM
Google is ecstatic: JAX performance surpasses Pytorch and TensorFlow! It may become the fastest choice for GPU inference training
Apr 01, 2024 pm 07:46 PM
The performance of JAX, promoted by Google, has surpassed that of Pytorch and TensorFlow in recent benchmark tests, ranking first in 7 indicators. And the test was not done on the TPU with the best JAX performance. Although among developers, Pytorch is still more popular than Tensorflow. But in the future, perhaps more large models will be trained and run based on the JAX platform. Models Recently, the Keras team benchmarked three backends (TensorFlow, JAX, PyTorch) with the native PyTorch implementation and Keras2 with TensorFlow. First, they select a set of mainstream
 Slow Cellular Data Internet Speeds on iPhone: Fixes
May 03, 2024 pm 09:01 PM
Slow Cellular Data Internet Speeds on iPhone: Fixes
May 03, 2024 pm 09:01 PM
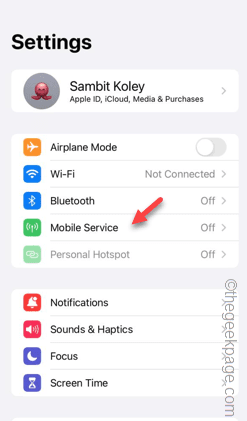
Facing lag, slow mobile data connection on iPhone? Typically, the strength of cellular internet on your phone depends on several factors such as region, cellular network type, roaming type, etc. There are some things you can do to get a faster, more reliable cellular Internet connection. Fix 1 – Force Restart iPhone Sometimes, force restarting your device just resets a lot of things, including the cellular connection. Step 1 – Just press the volume up key once and release. Next, press the Volume Down key and release it again. Step 2 – The next part of the process is to hold the button on the right side. Let the iPhone finish restarting. Enable cellular data and check network speed. Check again Fix 2 – Change data mode While 5G offers better network speeds, it works better when the signal is weaker
 The vitality of super intelligence awakens! But with the arrival of self-updating AI, mothers no longer have to worry about data bottlenecks
Apr 29, 2024 pm 06:55 PM
The vitality of super intelligence awakens! But with the arrival of self-updating AI, mothers no longer have to worry about data bottlenecks
Apr 29, 2024 pm 06:55 PM
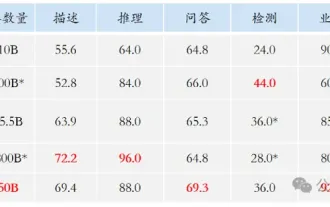
I cry to death. The world is madly building big models. The data on the Internet is not enough. It is not enough at all. The training model looks like "The Hunger Games", and AI researchers around the world are worrying about how to feed these data voracious eaters. This problem is particularly prominent in multi-modal tasks. At a time when nothing could be done, a start-up team from the Department of Renmin University of China used its own new model to become the first in China to make "model-generated data feed itself" a reality. Moreover, it is a two-pronged approach on the understanding side and the generation side. Both sides can generate high-quality, multi-modal new data and provide data feedback to the model itself. What is a model? Awaker 1.0, a large multi-modal model that just appeared on the Zhongguancun Forum. Who is the team? Sophon engine. Founded by Gao Yizhao, a doctoral student at Renmin University’s Hillhouse School of Artificial Intelligence.
 Tesla robots work in factories, Musk: The degree of freedom of hands will reach 22 this year!
May 06, 2024 pm 04:13 PM
Tesla robots work in factories, Musk: The degree of freedom of hands will reach 22 this year!
May 06, 2024 pm 04:13 PM
The latest video of Tesla's robot Optimus is released, and it can already work in the factory. At normal speed, it sorts batteries (Tesla's 4680 batteries) like this: The official also released what it looks like at 20x speed - on a small "workstation", picking and picking and picking: This time it is released One of the highlights of the video is that Optimus completes this work in the factory, completely autonomously, without human intervention throughout the process. And from the perspective of Optimus, it can also pick up and place the crooked battery, focusing on automatic error correction: Regarding Optimus's hand, NVIDIA scientist Jim Fan gave a high evaluation: Optimus's hand is the world's five-fingered robot. One of the most dexterous. Its hands are not only tactile
 The first robot to autonomously complete human tasks appears, with five fingers that are flexible and fast, and large models support virtual space training
Mar 11, 2024 pm 12:10 PM
The first robot to autonomously complete human tasks appears, with five fingers that are flexible and fast, and large models support virtual space training
Mar 11, 2024 pm 12:10 PM
This week, FigureAI, a robotics company invested by OpenAI, Microsoft, Bezos, and Nvidia, announced that it has received nearly $700 million in financing and plans to develop a humanoid robot that can walk independently within the next year. And Tesla’s Optimus Prime has repeatedly received good news. No one doubts that this year will be the year when humanoid robots explode. SanctuaryAI, a Canadian-based robotics company, recently released a new humanoid robot, Phoenix. Officials claim that it can complete many tasks autonomously at the same speed as humans. Pheonix, the world's first robot that can autonomously complete tasks at human speeds, can gently grab, move and elegantly place each object to its left and right sides. It can autonomously identify objects
 The U.S. Air Force showcases its first AI fighter jet with high profile! The minister personally conducted the test drive without interfering during the whole process, and 100,000 lines of code were tested for 21 times.
May 07, 2024 pm 05:00 PM
The U.S. Air Force showcases its first AI fighter jet with high profile! The minister personally conducted the test drive without interfering during the whole process, and 100,000 lines of code were tested for 21 times.
May 07, 2024 pm 05:00 PM
Recently, the military circle has been overwhelmed by the news: US military fighter jets can now complete fully automatic air combat using AI. Yes, just recently, the US military’s AI fighter jet was made public for the first time and the mystery was unveiled. The full name of this fighter is the Variable Stability Simulator Test Aircraft (VISTA). It was personally flown by the Secretary of the US Air Force to simulate a one-on-one air battle. On May 2, U.S. Air Force Secretary Frank Kendall took off in an X-62AVISTA at Edwards Air Force Base. Note that during the one-hour flight, all flight actions were completed autonomously by AI! Kendall said - "For the past few decades, we have been thinking about the unlimited potential of autonomous air-to-air combat, but it has always seemed out of reach." However now,
