

Panoramic analysis of machine vision industry chain

Machine Vision (MachineVision) is a combination of hardware and software used in industrial and non-industrial fields. Its main function is to capture and process images and provide operational guidance for equipment execution. It is a pioneering force in intelligent manufacturing and is mainly used in The front-end aspects of manufacturing include electronic manufacturing and automobiles.
Upstream: Parts and Raw Materials
Machine vision is composed of multiple components, and the raw materials of each component are different. Therefore, the scope of industries involved in the upstream of the industrial chain is relatively wide. , mainly including raw materials such as LED, CCD, CMOS, optical materials, and electronic components. In a typical machine vision system, the light source and light source controller, lens, camera and other hardware parts are responsible for imaging. The vision control system is responsible for processing and analyzing the imaging results and outputting the analysis results to other executions of the smart device. mechanism. ●Light sourceThe quality of a light source lies in contrast, brightness and sensitivity to position changes. The machine vision industry mainly uses LED light source products. There is currently no universal machine vision lighting equipment, and there are personalized solutions for each specific application instance to achieve the best results. ●LensThe lens is equivalent to the lens of the human eye and is the starting point for the process of machine vision collection and transmission of subject information. The lens used is an industrial-grade lens. China's industrial lens market is expanding rapidly at a growth rate that far exceeds that of the global market. Behind the rapid expansion is mainly the continuous improvement of related production and research and development processes, which promotes the continuous improvement of the quality and efficiency of lens production, such as the improvement of coating technology. Development has improved the yield rate of lenses, the development of computer-aided software has improved the efficiency of coating engineers in the field of optical design, and the investment in automatic assembly machines has changed the assembly process from manual to automatic assembly, improving assembly efficiency and product stability. ●Industrial CameraThe camera is an image acquisition unit in machine vision, equivalent to the retina of the human eye, converting optical signals into electrical signals. The optics passing through the lens are focused on the image plane to generate an image. After the image is collected, analog or digital signals are output, and these signals are reconstructed into grayscale or color matrix images in the vision control system. Industrial cameras are mainly imported from Europe and the United States, and domestic brands have gradually replaced imports from the low-end market. Because industrial scenes have high requirements for the accuracy and stability of machine vision, whether it is software or hardware such as light sources, lenses, cameras, etc., it is difficult to develop, and due to the diversification of downstream industries and needs , the hardware models and software algorithms are very complex, and a comprehensive product line layout requires a long period of accumulation. In addition, in order to meet new industries and new needs, many manufacturers are proactively deploying innovative technologies such as 3D and machine learning. Midstream: component manufacturing and complete system integrationThe midstream of machine vision is the core link of the industrial chain, including component manufacturing and complete system integration. Domestic manufacturers are developing rapidly on the integration side, especially in some fields where foreign investment has not yet been deployed, or in non-standard automation fields such as 3C.Domestic integration manufacturers have small profit margins for purely secondary development. After completing a good layout in the downstream of a certain industry, they will try to gradually extend to the upstream and underlying development to carry out import substitution of core software and hardware.
There are two main types of machine vision development tools, one is a tool kit that contains a variety of processing algorithms, and the other is application software that specializes in realizing a certain type of special work.
In addition to independent research and development, production and sales of standardized machine vision core components, machine vision manufacturers also deeply integrate downstream actual scenarios to provide complete systems in an overall solution model.
Complete system integration plays a vital role in machine vision. According to the American Automated Imaging Association (AIA), complete machine vision systems (including smart cameras) account for 86% of sales in the North American machine vision industry. , machine vision components only account for 14%.
Downstream of the machine vision industry chain: terminal applications
Subject to high-precision requirements, the downstream demand structure of machine vision is relatively simple, with semiconductor and electronic manufacturing and automotive industry applications still accounting for half of the country.
With the rapid development of the new energy industry, it has become a new growth pole; at the same time, applications in medicine, food and other fields are also emerging.
Take the food industry as an example. Machine vision is currently used in inspection and sorting, but it is mainly used by large food companies such as Yili and Mengniu. The overall penetration rate in the industry is not high. Therefore, in the future, intelligent Under the general trend of manufacturing, it is expected that the penetration rate will gradually deepen.
To sum up, the application of machine vision covers multiple links in the industry chain.
The above is the detailed content of Panoramic analysis of machine vision industry chain. For more information, please follow other related articles on the PHP Chinese website!

Hot AI Tools

Undresser.AI Undress
AI-powered app for creating realistic nude photos

AI Clothes Remover
Online AI tool for removing clothes from photos.

Undress AI Tool
Undress images for free

Clothoff.io
AI clothes remover

AI Hentai Generator
Generate AI Hentai for free.

Hot Article
Hot Tools

Notepad++7.3.1
Easy-to-use and free code editor

SublimeText3 Chinese version
Chinese version, very easy to use

Zend Studio 13.0.1
Powerful PHP integrated development environment

Dreamweaver CS6
Visual web development tools

SublimeText3 Mac version
God-level code editing software (SublimeText3)
Hot Topics
 1377
1377
 52
52

 Bytedance Cutting launches SVIP super membership: 499 yuan for continuous annual subscription, providing a variety of AI functions
Jun 28, 2024 am 03:51 AM
Bytedance Cutting launches SVIP super membership: 499 yuan for continuous annual subscription, providing a variety of AI functions
Jun 28, 2024 am 03:51 AM
This site reported on June 27 that Jianying is a video editing software developed by FaceMeng Technology, a subsidiary of ByteDance. It relies on the Douyin platform and basically produces short video content for users of the platform. It is compatible with iOS, Android, and Windows. , MacOS and other operating systems. Jianying officially announced the upgrade of its membership system and launched a new SVIP, which includes a variety of AI black technologies, such as intelligent translation, intelligent highlighting, intelligent packaging, digital human synthesis, etc. In terms of price, the monthly fee for clipping SVIP is 79 yuan, the annual fee is 599 yuan (note on this site: equivalent to 49.9 yuan per month), the continuous monthly subscription is 59 yuan per month, and the continuous annual subscription is 499 yuan per year (equivalent to 41.6 yuan per month) . In addition, the cut official also stated that in order to improve the user experience, those who have subscribed to the original VIP
 Context-augmented AI coding assistant using Rag and Sem-Rag
Jun 10, 2024 am 11:08 AM
Context-augmented AI coding assistant using Rag and Sem-Rag
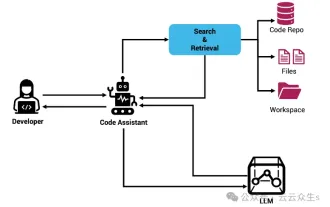
Jun 10, 2024 am 11:08 AM
Improve developer productivity, efficiency, and accuracy by incorporating retrieval-enhanced generation and semantic memory into AI coding assistants. Translated from EnhancingAICodingAssistantswithContextUsingRAGandSEM-RAG, author JanakiramMSV. While basic AI programming assistants are naturally helpful, they often fail to provide the most relevant and correct code suggestions because they rely on a general understanding of the software language and the most common patterns of writing software. The code generated by these coding assistants is suitable for solving the problems they are responsible for solving, but often does not conform to the coding standards, conventions and styles of the individual teams. This often results in suggestions that need to be modified or refined in order for the code to be accepted into the application
 Can fine-tuning really allow LLM to learn new things: introducing new knowledge may make the model produce more hallucinations
Jun 11, 2024 pm 03:57 PM
Can fine-tuning really allow LLM to learn new things: introducing new knowledge may make the model produce more hallucinations
Jun 11, 2024 pm 03:57 PM
Large Language Models (LLMs) are trained on huge text databases, where they acquire large amounts of real-world knowledge. This knowledge is embedded into their parameters and can then be used when needed. The knowledge of these models is "reified" at the end of training. At the end of pre-training, the model actually stops learning. Align or fine-tune the model to learn how to leverage this knowledge and respond more naturally to user questions. But sometimes model knowledge is not enough, and although the model can access external content through RAG, it is considered beneficial to adapt the model to new domains through fine-tuning. This fine-tuning is performed using input from human annotators or other LLM creations, where the model encounters additional real-world knowledge and integrates it
 Seven Cool GenAI & LLM Technical Interview Questions
Jun 07, 2024 am 10:06 AM
Seven Cool GenAI & LLM Technical Interview Questions
Jun 07, 2024 am 10:06 AM
To learn more about AIGC, please visit: 51CTOAI.x Community https://www.51cto.com/aigc/Translator|Jingyan Reviewer|Chonglou is different from the traditional question bank that can be seen everywhere on the Internet. These questions It requires thinking outside the box. Large Language Models (LLMs) are increasingly important in the fields of data science, generative artificial intelligence (GenAI), and artificial intelligence. These complex algorithms enhance human skills and drive efficiency and innovation in many industries, becoming the key for companies to remain competitive. LLM has a wide range of applications. It can be used in fields such as natural language processing, text generation, speech recognition and recommendation systems. By learning from large amounts of data, LLM is able to generate text
 To provide a new scientific and complex question answering benchmark and evaluation system for large models, UNSW, Argonne, University of Chicago and other institutions jointly launched the SciQAG framework
Jul 25, 2024 am 06:42 AM
To provide a new scientific and complex question answering benchmark and evaluation system for large models, UNSW, Argonne, University of Chicago and other institutions jointly launched the SciQAG framework
Jul 25, 2024 am 06:42 AM
Editor |ScienceAI Question Answering (QA) data set plays a vital role in promoting natural language processing (NLP) research. High-quality QA data sets can not only be used to fine-tune models, but also effectively evaluate the capabilities of large language models (LLM), especially the ability to understand and reason about scientific knowledge. Although there are currently many scientific QA data sets covering medicine, chemistry, biology and other fields, these data sets still have some shortcomings. First, the data form is relatively simple, most of which are multiple-choice questions. They are easy to evaluate, but limit the model's answer selection range and cannot fully test the model's ability to answer scientific questions. In contrast, open-ended Q&A
 Five schools of machine learning you don't know about
Jun 05, 2024 pm 08:51 PM
Five schools of machine learning you don't know about
Jun 05, 2024 pm 08:51 PM
Machine learning is an important branch of artificial intelligence that gives computers the ability to learn from data and improve their capabilities without being explicitly programmed. Machine learning has a wide range of applications in various fields, from image recognition and natural language processing to recommendation systems and fraud detection, and it is changing the way we live. There are many different methods and theories in the field of machine learning, among which the five most influential methods are called the "Five Schools of Machine Learning". The five major schools are the symbolic school, the connectionist school, the evolutionary school, the Bayesian school and the analogy school. 1. Symbolism, also known as symbolism, emphasizes the use of symbols for logical reasoning and expression of knowledge. This school of thought believes that learning is a process of reverse deduction, through existing
 SOTA performance, Xiamen multi-modal protein-ligand affinity prediction AI method, combines molecular surface information for the first time
Jul 17, 2024 pm 06:37 PM
SOTA performance, Xiamen multi-modal protein-ligand affinity prediction AI method, combines molecular surface information for the first time
Jul 17, 2024 pm 06:37 PM
Editor | KX In the field of drug research and development, accurately and effectively predicting the binding affinity of proteins and ligands is crucial for drug screening and optimization. However, current studies do not take into account the important role of molecular surface information in protein-ligand interactions. Based on this, researchers from Xiamen University proposed a novel multi-modal feature extraction (MFE) framework, which for the first time combines information on protein surface, 3D structure and sequence, and uses a cross-attention mechanism to compare different modalities. feature alignment. Experimental results demonstrate that this method achieves state-of-the-art performance in predicting protein-ligand binding affinities. Furthermore, ablation studies demonstrate the effectiveness and necessity of protein surface information and multimodal feature alignment within this framework. Related research begins with "S
 Laying out markets such as AI, GlobalFoundries acquires Tagore Technology's gallium nitride technology and related teams
Jul 15, 2024 pm 12:21 PM
Laying out markets such as AI, GlobalFoundries acquires Tagore Technology's gallium nitride technology and related teams
Jul 15, 2024 pm 12:21 PM
According to news from this website on July 5, GlobalFoundries issued a press release on July 1 this year, announcing the acquisition of Tagore Technology’s power gallium nitride (GaN) technology and intellectual property portfolio, hoping to expand its market share in automobiles and the Internet of Things. and artificial intelligence data center application areas to explore higher efficiency and better performance. As technologies such as generative AI continue to develop in the digital world, gallium nitride (GaN) has become a key solution for sustainable and efficient power management, especially in data centers. This website quoted the official announcement that during this acquisition, Tagore Technology’s engineering team will join GLOBALFOUNDRIES to further develop gallium nitride technology. G
