

php エディタ Apple が提供する三菱 PLC プログラミング ソフトウェア (GX Developer) のプログラミングと操作方法をご紹介します。 GX Developer は、三菱電機が発売したプロフェッショナル向け PLC プログラミング ソフトウェアで、三菱 PLC のプログラム作成とデバッグに使用できます。ユーザーはGX Developerを通じてロジックプログラムの作成、パラメータの設定、オンラインモニタリングなどの操作を行うことができます。この記事では、三菱 PLC プログラミング スキルをより良く習得するために、GX Developer で PLC プログラムをプログラミングして実行する方法を詳しく紹介します。
1. プログラミング操作
プログラミング前の準備作業では、PLC とコンピュータが正しく接続されており、コンピュータの RS232C ポートと PLC を接続するために正しいケーブルとコンバータが使用されていることを確認する必要があります。プログラミングを開始する前に、PLC が「停止」状態にあり、コンピュータと PLC の電源が同時に入っていることを確認する必要があります。これらの手順を適切に実行することが、スムーズなプログラミング プロセスを確保するための鍵となるため、接続と電源を再確認して、デバイス間の適切な通信とコラボレーションを確保してください。
(2) プログラミング動作。
①プログラミングソフト「GX Developer」を起動し、新規プロジェクトを作成し、名前を付けます。
②ラダー図プログラミングメソッドを使用して、図1に示すラダー図プログラムを編集し、保存します。
(3)プログラムの送信。
①プログラムを書きます。編集したプログラムをPLCのユーザメモリRAMに書き込み、確認します。
②プログラムを読む。 PLCのユーザーメモリにあるプログラムを[読出し]操作でパソコンに読み込んで検証します。
③手順の確認。上記のプログラム検証処理では、コンピュータの両端のプログラムを正しく比較できた場合にのみプログラムが正しく送信されたと判断でき、そうでない場合は原因を究明して再送信する必要がある。
2. 操作を実行します
プログラムが PLC ユーザーメモリに転送された後、次の手順に従ってプログラムを実行できます。
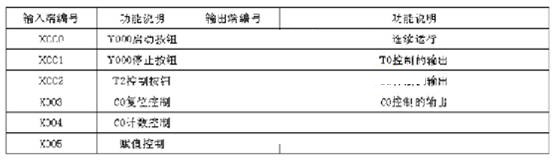
① ラダー図プログラムに従い、PLC の入出力端子と外部入力信号を接続します PLC の入出力端子番号と説明は表 1 の通りです。
② PLC 運転スイッチを ON にすると、PLC パネルの RUN ランプが点灯し、プログラムが動作します。
③ 制御プログラムと組み合わせて、関連する入力信号を操作し、さまざまな入力状態での入出力表示灯の変化を観察し、出力表示灯の状態がプログラム制御要件と一致していれば、プログラムが正常に動作していることを示します。は正常に実行されています。
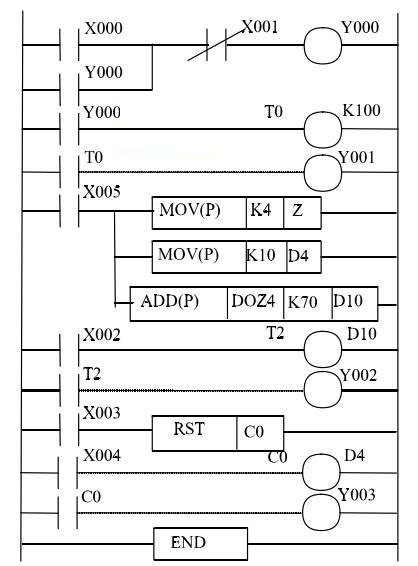
表1 PLC入出力端子番号とその説明
(2) 出力強制ON/OFF。 Y000とY001は強制OFF操作を行い、Y002とY003は強制ON操作を行います。
(3) T、C、D、Zの現在値を変更します。
① Z の現在値 K4 を K6 に変更した後、実行結果を観察し、変更の理由を分析します。
② D4 の現在値を設定し、運転結果を観察し、変化の原因を分析します。
(4) TとCの現在値を変更します。
① T0 の設定値 K100 を K150 に変更後、運転結果を観察し、動作過程を書き留めます。
② C0 の設定値 D4 を K10 に変更した後、演算結果を観察し、演算過程を書き留めます。
以上が三菱 PLC プログラミング ソフトウェア (GX Developer) のプログラミングと実行方法 - 三菱 PLC プログラミング ソフトウェア (GX Developer) のプログラミングと実行方法の詳細内容です。詳細については、PHP 中国語 Web サイトの他の関連記事を参照してください。

















![[Web フロントエンド] Node.js クイック スタート](https://img.php.cn/upload/course/000/000/067/662b5d34ba7c0227.png)



