
コース 初級 21809
コース紹介:デザイン パターン (デザイン パターン) は、ほとんどの人に知られている、繰り返し使用されるコード設計エクスペリエンスを分類してカタログ化した一連の概要です。デザイン パターンを使用する目的は、コードを再利用し、コードを他の人が理解しやすくし、コードの信頼性を確保することです。デザイン パターンが自分自身、他者、およびシステムにとって Win-Win であることは疑いの余地がありません。デザイン パターンにより、コード作成が真のエンジニアリングになります。デザイン パターンは、建物の構造と同じように、ソフトウェア エンジニアリングの基礎です。


コース 初級 2325
コース紹介:ご質問がございましたら、WeChat 経由でメッセージをお送りください: Le-studyg; このコースは基本的な概念から始まり、ソケット プログラミングの中心的な概念、Golang のソケット プログラミング インターフェイス、一般的なプロトコル、および実践的なケースをカバーします。体系的な学習を通じて、学生は効率的なソケット プログラミングのための Golang の使用方法を習得し、それによって高性能ネットワーク アプリケーションを開発するための強固な基盤を築きます。


コース 初級 6339
コース紹介:PHP プログラミング ガイドは、PHP 開発者が読みやすく検索できるように、既存の PHP のベスト プラクティス、コーディング標準、および権威あるスタディ ガイドを収集しています。
最近デザインパターンを勉強したいと思っているのですが、デザインパターンはたくさんあるのですが、よく使われるデザインパターンは何でしょうか?
2017-05-27 17:41:16 0 8 936
モールで注文するとき、テーブルを 1 つデザインしますか、それとも 2 つのテーブルをデザインしますか?
2020-08-21 09:28:09 0 0 1236
マスターにお聞きしたいのですが、CSSデザインでよく使われるデザインパターンとは何で、それぞれどのような特徴があるのでしょうか?
2017-05-19 10:26:45 0 9 644
マスターの皆様にお聞きしたいのですが、現在、複数の仕様と複数の仕様値を含む製品関連のテーブルを設計したいのですが、テーブルはどのように設計すればよいですか?また、テーブルは何個必要ですか?
2019-12-06 18:34:33 0 2 1468
2024-02-26 16:48:59 0 1 372
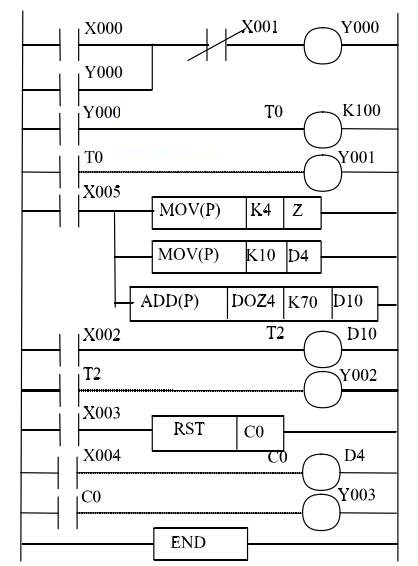
コース紹介:PLC プログラミングとは、プログラマブル ロジック コントローラーのプログラミングとコーディングのプロセスを指します。これは、産業オートメーション制御に特に使用される電子デバイスであり、事前に作成されたプログラムに従って機械、電気、油圧システムを制御および監視できます。 PLCプログラミングは通常、ラダー図、命令リスト、機能ブロック図などの特殊なプログラミング言語を使用します。 PLCプログラミングは、プログラマに関連する知識とスキル、論理的思考力と問題解決能力を必要とし、産業オートメーションの継続的な発展に伴い、今後も工業生産の促進などに重要な役割を果たしていくでしょう。
2023-08-29 コメント 0 4290
コース紹介:多くのユーザーは、三菱 PLC プログラミング ソフトウェア (GXDeveloper) に接したばかりで、三菱 PLC プログラミング ソフトウェア (GXDeveloper) のプログラミングと実行方法にあまり慣れていません? 以下では、エディターが三菱 PLC プログラミングのプログラミングと実行方法を示します。ソフトウェア (GXDeveloper) 興味のある方は以下をご覧ください。 1. プログラミング操作 プログラミング前の準備作業では、PLC とコンピュータが正しく接続されており、コンピュータの RS232C ポートと PLC を正しいケーブルとコンバータで接続していることを確認する必要があります。プログラミングを開始する前に、PLC が「停止」状態にあり、コンピュータと PLC の電源が同時に入っていることを確認する必要があります。スムーズなプログラミング プロセスを確保するには、これらの手順を適切に実行することが不可欠です。
2024-03-06 コメント 0 1178
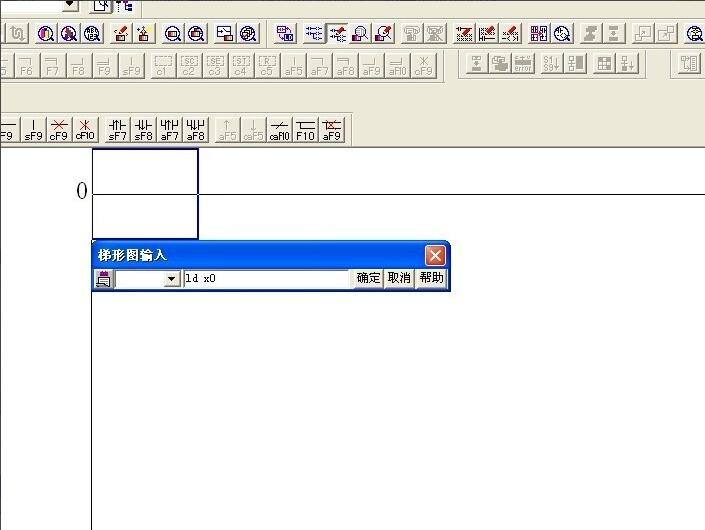
コース紹介:まず、X0 入力端子をタイミング開始信号として使用し、PLC 内部でタイミング信号を受信すると、ビットデバイス X1 がオンになります。左バスに[ldx0]を直接入力してラダー図に入ります。このとき、PLC 内部タイマーとして T0 を使用します。T0 ~ T199 は 100ms の一般タイマーを表し、T200 ~ T2451 は 0ms の一般タイマーを表します。[outt0k30] をバックエンドに入力できます。入力信号 k30 は 3000ms、つまり 3 秒を表します。タイミングが終了すると、出力信号が必要になります。この出力信号は、外部機器を制御したり、警告灯として機能したりするために、Y0 を出力として使用します。タイマーが終了しても、タイマーが切断またはリセットされない場合、タイマーはそのままになります。
2024-06-04 コメント 0 373
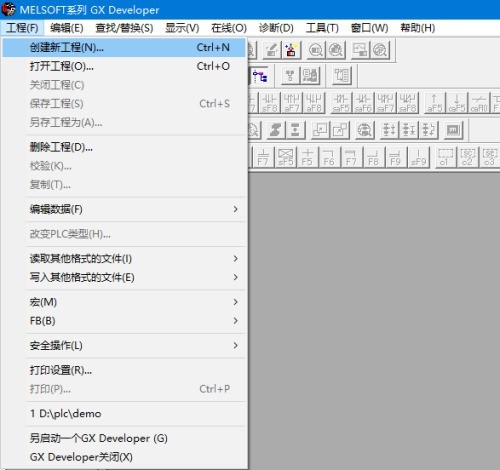
コース紹介:ステップ 1: 三菱 PLC プログラミング ソフトウェアを開き、ソフトウェア メニュー バーで [プロジェクト] -> [新しいプロジェクトの作成] をクリックします。ステップ 2: ご自身の用途に応じて、plc のタイプと plc のシリーズを選択します。ラダー図を選択します。ステップ 3: このようなプロジェクトが作成されます。プロジェクトに表示されているのは、ラダー図の編集ページです。ステップ 4: ラダー図の領域上でマウスをクリックして、この領域が選択されていることを示し、グラフィック コンポーネントをここに配置できるようにします。ステップ 5: 配置するグラフィックコンポーネントをクリックし、対応する端末情報を入力します。ステップ 6: 右側は出力端子で受信される必要があり、空にすることはできません。 End はデフォルトで終了します。このような簡単なラダー図が描かれます。
2024-06-06 コメント 0 715

コース紹介:まず、x1 が検出信号であるとします。ソフトウェアでは、X1 を使用して C0 をカウントします。入力される文字は大文字と小文字が区別されません。内部カウンタとしてC0を使用します。このとき、C0はカウンタコイルと同様に[OUTC0K3]を入力する必要があります。 C0の接点を使用してY0を制御し、Y0は出力を表し、警告灯として使用できます。また、生産ラインでは統計データを毎日クリーニングしているため、プログラム内のカウンタをリセットしてクリアする必要があります。プログラムを作成した後、その精度を確認するために高度なテストが必要です。ツールバーのテスト ボタンをクリックして、シミュレートされた PLC にプログラムを書き込みます。次に、テストダイアログボックスの[メニュー開始]をクリックし、最初の項目を選択します
2024-06-02 コメント 0 659
